تغییر شکلهای ناشی از جوشکاری
تغییر شکلهای ناشی از جوشکاری: علل، پیشگیری و اصلاح
تغییر شکلهای ناشی از جوشکاری چیست؟
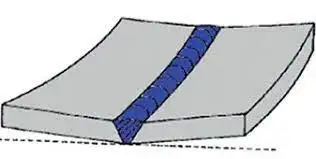
تغییر شکلهای ناشی از جوشکاری یا اعوجاج جوش به تغییر شکل دائمی قطعات فلزی گفته میشود که به دلیل گرمای موضعی و غیر یکنواخت در فرآیند جوشکاری رخ میدهد. این تغییر شکلها میتوانند باعث مشکلاتی در مونتاژ، کاهش دقت ابعادی و حتی شکستهای ساختاری شوند.
علل تغییر شکل جوشکاری
توزیع نامتوازن حرارت
گرما در نقطه جوش متمرکز میشود و فلز اطراف آن منبسط شده و سپس منقبض میشود. این انبساط و انقباض غیر یکنواخت باعث تغییر شکل میشود.
تنشهای داخلی
جوشکاری باعث ایجاد تنش حرارتی در اطراف منطقه جوش میشود. این تنشها میتوانند منجر به ترک یا تغییر شکل شوند، به ویژه در فلزات حساس مانند فولادهای کربنی و آلیاژی.
ترتیب و توالی جوشکاری
اجرای جوشها بدون رعایت توالی مناسب باعث تجمع حرارت و افزایش تغییر شکل میشود. جوشهای متوالی در یک سمت قطعه میتواند باعث تاب برداشتن یا خمیدگی شود.
روش جوشکاری ستونهای دوبل و سوبل
ابتدا دو تیرآهن در کنار یکدیگر و بر روی سطح شاسی کار با خال جوش به هم متصل میشوند.
سپس دو سر و وسط ستون جوش داده و سپس برگردانده شده و مانند قبل جوشکاری میشود. در ادامه قسمتهای باقیمانده جوشکاری میشود. همین کار در سوی دیگر ستون انجام میشود و جوشکاری ادامه مییابد تا جوش مورد نیاز ستون تامین گردد. این شیوه جوشکاری برای جلوگیری از پیچش ستون در اثر حرارت زیاد در حین جوشکاری ممتد میباشد.

سرعت جوشکاری
- جوشکاری با سرعت زیاد: باعث انقباض سریع و تنش بالا میشود.
- جوشکاری با سرعت پایین: گرما بیشتر در قطعه نفوذ کرده و منطقه حرارت دیده گستردهتر میشود، که میتواند تغییر شکل را افزایش دهد.
ضخامت و نوع فلز
فلزات نازک سریعتر تغییر شکل میدهند و آلیاژهای حساس به حرارت بیشترین اعوجاج را دارند.

تاثیر پیشگرمایش و پس گرمایش
پیشگرمایش (Preheating)
پیشگرمایش فلز قبل از جوشکاری باعث کاهش اختلاف دمای بین منطقه جوش و فلز پایه میشود. این کار تنش حرارتی را کاهش داده و اعوجاج و ترک سرد را کنترل میکند.
پس گرمایش (Postheating)
گرم کردن تدریجی قطعه بعد از جوشکاری باعث کاهش تنشهای باقیمانده و تثبیت شکل نهایی قطعه میشود.
روشهای پیشگیری و اصلاح تغییر شکل
پیشگیری
- رعایت ترتیب و توالی جوشکاری: اجرای جوشها به گونهای که تنشها متقارن توزیع شوند.
- استفاده از فیکسچرها و گیرهها: نگه داشتن قطعه در موقعیت اصلی تا زمان سرد شدن.
- کنترل سرعت جوشکاری: تنظیم سرعت مناسب برای کاهش تنش حرارتی.
- پیشگرمایش و پس گرمایش: مخصوصاً در فولادهای ضخیم و حساس.
- جوشهای ضربدری یا متناوب: برای کاهش تمرکز حرارت.
اصلاح
- نورد کردن یا پرس کردن: اصلاح اعوجاجهای جزئی با ابزار مکانیکی.
- حرارت موضعی کنترلشده: برای کاهش تنشهای داخلی و بازگرداندن شکل.
- ماشینکاری پس از جوشکاری: در مواردی که تغییر شکل زیاد است.
تاثیر سرعت جوشکاری بر تغییر شکل و اعوجاج
سرعت جوشکاری عامل مهمی در تغییر شکل است:
- سرعت بالا: حرارت کمتر جذب قطعه میشود اما تنشهای شدید و موضعی ایجاد میشود.
- سرعت کم: گرما به مناطق بیشتری منتقل شده و فلز اطراف منطقه جوش منبسط و منقبض میشود، که میتواند تغییر شکل طولانی و گسترده ایجاد کند.
- انتخاب سرعت جوشکاری به نوع فلز، ضخامت و روش جوشکاری بستگی دارد.
پرسشهای متداول (FAQ)
زیرا ظرفیت حرارتی کمتری دارند و گرمای جوش سریعتر باعث انبساط و انقباض غیر یکنواخت میشود.
خیر، پیشگرمایش برای فلزات ضخیم یا حساس به ترک توصیه میشود، اما برای فلزات نازک ممکن است ضروری نباشد.
با اجرای جوشها به صورت متقارن، حرارت به طور یکنواخت توزیع شده و اعوجاج کاهش مییابد.
پس گرمایش تنشهای داخلی را کاهش میدهد، اما تغییر شکلهای شدید ممکن است نیاز به روشهای مکانیکی مانند پرس یا ماشینکاری داشته باشد.











دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید؟در گفتگو ها شرکت کنید.