مقایسه روشهای جوشکاری

در این مقاله جامع به معرفی و بررسی ۶ روش اصلی جوشکاری میپردازیم:
- Shielded Metal Arc Welding (SMAW) – جوشکاری دستی با الکترود روکشدار
- Submerged Arc Welding (SAW) – جوشکاری زیرپودری
- Gas Metal Arc Welding (GMAW) – جوشکاری تحت حفاظت گاز با الکترود مصرفی
- Flux‑Cored Arc Welding (FCAW) – جوشکاری تحت حفاظت گاز با الکترود توپودری
- Electro‑Gas Welding (EGW) – جوش گاز الکتریکی
- Electro‑Slag Welding (ESW) – جوش سرباره الکتریکی
برای هر روش، تجهیزات مورد نیاز، فرآیند (دستی، نیمهخودکار، خودکار)، مزایا و معایب، هزینه نسبی، کاربردها و مقایسه کیفیت جوش توضیح داده خواهد شد.
مقدمه
جوشکاری فرایند اتصال دو یا چند قطعه فلزی با استفاده از گرما، فشار یا هر دو است. انتخاب روش مناسب جوشکاری برای هر پروژه به عواملی مانند جنس پایه، ضخامت قطعه، موقعیت جوشکاری، حجم تولید، هزینه، کیفیت مورد نیاز و شرایط محیطی بستگی دارد. در ادامه ۶ روش مهم و پرکاربرد را بررسی میکنیم.
۱) جوشکاری دستی با الکترود روکشدار (SMAW)
تجهیزات مورد نیاز
- منبع تغذیه جوشکاری (AC یا DC)
- کابل جوشکاری، گیره اتصال (earth clamp)
- الکترود روکشدار (با پوشش فلکس)
- انبر جوشکاری
- تجهیزات ایمنی: حفاظ صورت، عینک، دستکش، لباس مقاوم در برابر جرقه و گرما
فرآیند و روش کار
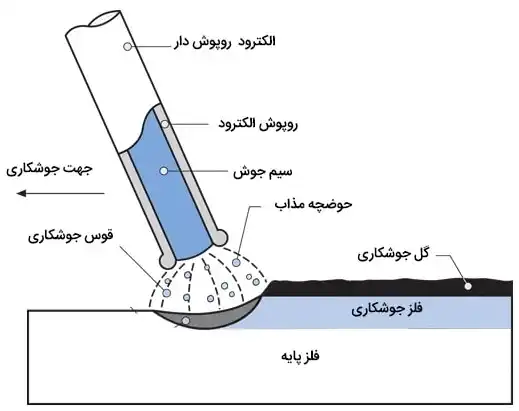
SMAW اغلب به صورت کاملاً دستی انجام میشود؛ الکترود روکشدار توسط انبر جوشکاری گرفته شده و بین آن و قطعه کار قوس الکتریکی ایجاد میشود. پوشش روی الکترود میسوزد، گاز محافظ تولید میکند و پس از سرد شدن، سرباره تشکیل میشود که باید پاک شود. این فرآیند عمدتاً دستی است و جایگاه آن در تعمیرات، فضای باز و کارگاههای نسبتاً ساده است.
مزایا
- تجهیزات نسبتاً ساده و ارزان
- قابل استفاده در شرایط محیطی نامساعد (خارج از خط تولید، باد، رطوبت) زیرا نیازی به گاز محافظ به صورت سیلندر شده نیست.
- قابلیت انجام در موقعیتهای مختلف (عمودی، رو به بالا، رو به پایین)
معایب
- سرعت جوش پایینتر نسبت به روشهای خودکار یا نیمهخودکار
- کیفیت جوش کمتر (امکان عیبهایی مانند تخلخل، سرباره، نفوذ ناکافی) نسبت به روشهای صنعتی پیشرفتهتر.
- نیاز به پاککاری سرباره پس از جوش
هزینه نسبی
هزینه اولیه تجهیزات پایین است، اما هزینه نیروی انسانی و زمان زیاد میتواند هزینه کل را بالا ببرد. به عبارتی، برای تولید حجم بالا مقرون به صرفه نیست.
تقریب هزینه: هزینه جوشکاری الکترود دستی (SMAW) در بخش صنعتی میتواند حدود «ساعتی ۳۵۰٬۰۰۰ تا ۷۵۰٬۰۰۰ تومان» باشد. یا قیمت متری برای قطعات ساده حدود «۷۰٬۰۰۰ تا ۲۰۰٬۰۰۰ تومان به ازای هر متر» باشد.
کاربردها
ساخت و تعمیر سازههای فولادی، سخت کاری، تعمیرات در فضای باز، خطوط لوله، کارگاههای فنی.
کیفیت جوش
کیفیت قابل قبول برای کاربردهای عمومی، ولی برای جوشهایی که نیاز به کیفیت بالا یا اتوماسیون دارند، مناسبترین گزینه نیست.
۲) جوش زیرپودری (SAW)
تجهیزات مورد نیاز
- دستگاه تغذیه سیم الکترود پیوسته
- سیستم تغذیه پودر (flux) زیر جوش (پودر محافظ)
- منبع تغذیه جوشکاری مناسب (معمولاً DC)
- میز یا ریل برای حرکت هد جوش، کنترل خودکار یا نیمه خودکار
- تجهیزات ایمنی و تهویه مناسب
فرآیند و روش کار
در SAW، قوس الکتریکی بین سیم الکترود و قطعه کار است که تحت یک لایه پودر (فلکس) قرار دارد. این پودر روی قوس را میپوشاند و از اکسیداسیون جلوگیری میکند. فرآیند عمدتاً خودکار یا نیمهخودکار است.
مزایا
- نرخ ذوب بالا و توانایی جوشکاری قطعات ضخیم با سرعت بالا
- کیفیت جوش بالا به دلیل محافظت خوب از جوش، کم بودن پاشش جرقه
معایب
- محدودیت در موقعیت جوش (عمدتاً تخت یا افقی)
- تجهیزات و فلکس نیازمند هزینه بیشتر
- نیاز به آمادهسازی مناسب و تمیزی قطعه کار
هزینه نسبی
هزینه اولیه بالاتر از SMAW، اما برای تولیدات حجیم هزینه هر واحد کمتر میشود؛ برای تولید بالا بسیار اقتصادی است.
تقریب هزینه: یکی از شاخصها قیمت دستگاه را نشان میدهد: دستگاه جوش زیرپودری در ایران قیمتهایی بالغ بر ۳۰۰ تا ۵۰۰ میلیون تومان داشته است. همچنین دستمزد جوش زیرپودری یا جوش لیزری ساعتی حدود «۱٬۷۰۰٬۰۰۰ تا ۳٬۵۰۰٬۰۰۰ تومان» میباشد.
تحلیل : بنابراین هزینه اجرا برای SAW در پروژه صنعتی بزرگ بهمراتب بالاتر از روش دستی خواهد بود، اما چون سرعت بالا و کیفیت خوب دارد، در پروژههای بزرگ و تولید انبوه مقرون به صرفه است.
کاربردها
تولید مخازن، تانکها، خط لوله، فولاد سازهای ضخیم، صنایع بزرگ.
کیفیت جوش
کیفیت جوش بالا، نفوذ خوب و ظاهری یکنواخت در شرایط تولید صنعتی.
۳) جوش تحت حفاظت گاز با الکترود مصرفی (GMAW)
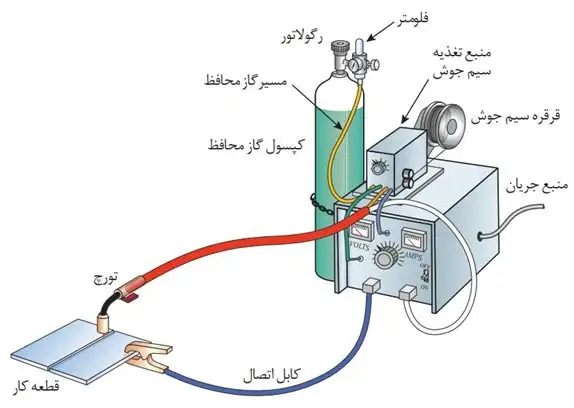
تجهیزات مورد نیاز
- منبع تغذیه مناسب (معمولاً ولتاژ ثابت)
- تفنگ تغذیه سیم الکترود (Wire Feed Gun)
- سیم الکترود پیوسته
- گاز محافظ (مخلوط آرگون، CO₂ یا هلیوم)
- تجهیزات تغذیه سیم، هود، تهویه
فرآیند و روش کار
در GMAW (که به نام MIG/MAG نیز شناخته میشود)، سیم مصرفی فید میشود و قوس بین سیم و قطعه ایجاد میشود. گاز محافظ از نازل خارج میشود تا منطقه جوش را از هوای اطراف محافظت کند. این فرآیند میتواند نیمهخودکار یا خودکار نیز باشد.
مزایا
- سرعت جوش بالا و تولید مناسب
- قابلیت اتوماسیون بالا و کار در خط تولید
- کیفیت ظاهری خوب جوش
معایب
- حساسیت به باد یا شرایط نامناسب محیطی (گاز محافظ ممکن است فرار کند.)
- هزینه گاز محافظ و تجهیزات تغذیه
هزینه نسبی
هزینه متوسط؛ تجهیزات گرانتر از SMAW، ولی به دلیل سرعت بالا هزینه هر واحد پایینتر در تولید زیاد میشود.
تقریب هزینه: برای جوشکاری تحت گاز CO₂ (که نزدیک به GMAW است) هزینه متری «۹۰٬۰۰۰ تا ۲۵۰٬۰۰۰ تومان» معمولا است.
تحلیل: در مقایسه با SMAW، هزینه اولیه تجهیزات و گاز محافظ بیشتر است، ولی سرعت و کیفیت بالاتری دارد و برای خط تولید مناسبتر است.
کاربردها
خودروسازی، تولید قطعات صنعتی، سازههای فولادی، آلومینیوم و استیلهای نازک تا متوسط.
کیفیت جوش
کیفیت بالا، ولی در شرایط دشوار محیطی ممکن است عیوب ایجاد شود.
۴) جوش تحت حفاظت گاز با الکترود توپودری (FCAW)
تجهیزات مورد نیاز
- منبع تغذیه مناسب
- تفنگ تغذیه سیم توپودری (Flux-Cored wire)
- سیم توپودری دارای فلکس مرکزی
- (در برخی موارد) گاز محافظ خارجی
- تجهیزات تهویه مناسب
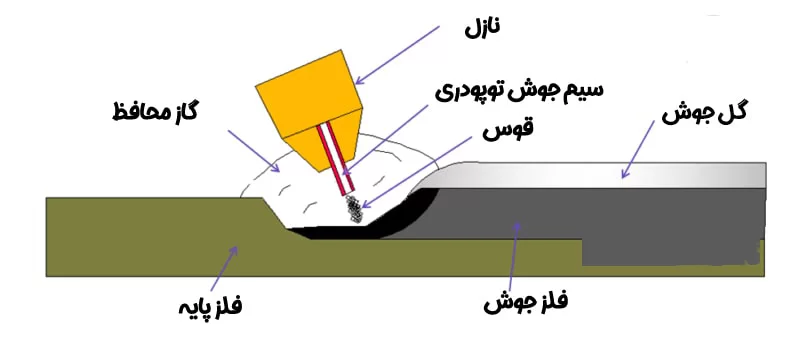
فرآیند و روش کار
در FCAW، سیم توپودری (هسته فلکس) فید میشود. فلکس مرکزی یا گاز محافظ از آن تولید میشود که جوش را محافظت میکند. فرآیند میتواند خودکار یا نیمهخودکار باشد.
مزایا
- میتواند در شرایط محیطی سخت (باد، فضای باز) مورد استفاده قرار گیرد
- نرخ رسوب فلز پرکننده بالا، مناسب برای قطعات ضخیم
معایب
- دود زیاد و سرباره تولیدی بالا، نیاز به تهویه خوب
- هزینه الکترود توپودری بیشتر
هزینه نسبی
هزینه متوسط به بالا؛ اما برای تولید سنگین و شرایط سخت محیطی مقرون به صرفه است.
تقریب هزینه: اگر چه آمار دقیقی از هزینههای FCAW به طور جداگانه موجود نیست، ولی با توجه به اینکه نیاز به تجهیزات بیشتر دارد و نرخ رسوب بالاتر، انتظار میرود هزینه آن بالاتر از GMAW و نزدیک به میانگین روشهای نیمهخودکار باشد (مثلاً در بازه «متری ۱۰۰٬۰۰۰ تا ۲۵۰٬۰۰۰ تومان یا بیشتر») با توجه به شرایط پروژه.
تحلیل: با وجود هزینه بیشتر، مزیت آن در شرایط دشوار محیطی است. برای پروژههای حجیم که شرایط محیطی سخت دارند، انتخاب منطقی است.
کاربردها
ساخت پل، کشتیسازی، تعمیرات بزرگ، سازههای سنگین، جوشهای در فضای باز.
کیفیت جوش
کیفیت مناسب، ولی در مقایسه با GMAW از نظر ظاهری و تمیزی ممکن است کمی پایینتر باشد.
۵) جوش گاز الکتریکی (EGW)
تجهیزات مورد نیاز
- منبع تغذیه مداوم
- سیم مصرفی فید مستمر
- سیستم تغذیه سیم و تفنگ جوش
- ممکن است نیاز به گاز محافظ
- تجهیزات جوشکاری عمودی
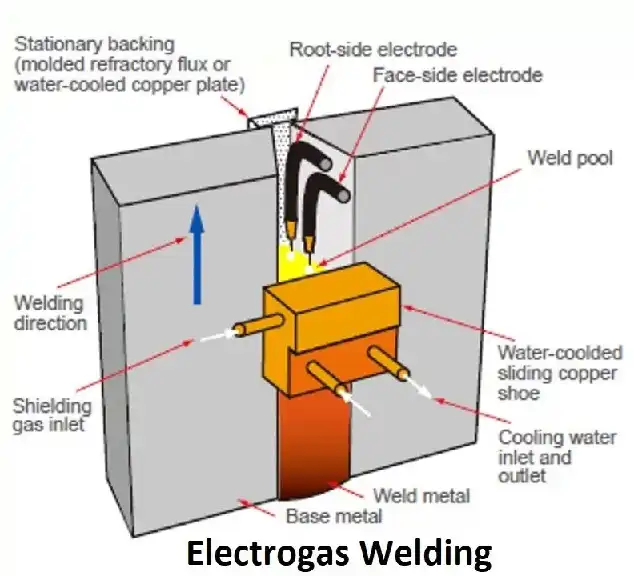
فرآیند و روش کار
EGW یک فرآیند جوشکاری عمودی مداوم است که در آن قوس بین سیم مصرفی و قطعه کار برقرار است و جوش از پایین به بالا پیش میرود.
مزایا
- مناسب برای قطعات خیلی ضخیم و ساخت و ساز بزرگ
- نرخ رسوب بالا، تولید سریع
معایب
- فقط برای موقعیتهای خاص (معمولاً عمودی) مناسب است
- هزینه تجهیزات نسبتاً بالا
هزینه نسبی
برای پروژههای بزرگ و ضخیم بسیار مقرون به صرفه؛ برای کارهای کوچک هزینه اولیه بالاست.
کاربردها
ساخت مخازن بزرگ، مخزنهای ذخیره، صنایع سنگین، کشتیسازی.
کیفیت جوش
کیفیت خوب برای ضخامت زیاد؛ اما ممکن است کنترل دقیقتر نسبت به روشهای ظریفتر کمتر باشد.
۶) جوش سرباره الکتریکی (ESW)
تجهیزات مورد نیاز
- منبع تغذیه با جریان بالا
- سیم مصرفی مستمر
- فلکس مخصوص که بعد از شروع قوس تبدیل به سرباره ذوب شده میشود
- راهنمای سیم، کفش نگهدارنده، سیستم تهویه
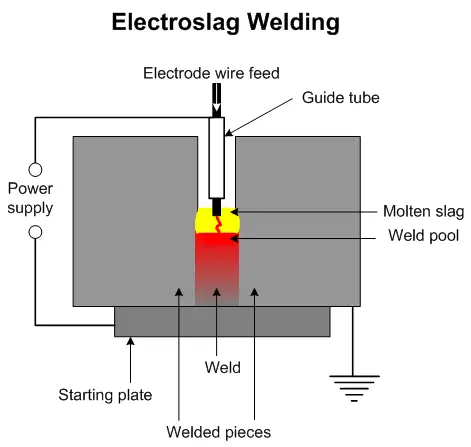
فرآیند و روش کار
در ESW ابتدا قوس برقرار میشود تا فلکس ذوب شود، سپس قوس خاموش شده و گرمای لازم از جریان الکتریکی عبوری از سرباره ذوب شده تأمین میشود. جوش عمدتاً در موقعیت عمودی یا تقریبا عمودی انجام میشود.
مزایا
- نرخ رسوب بسیار بالا، مناسب برای مقاطع بسیار ضخیم
- نیاز به پاسهای متعدد ندارد، یک پاس قادر به جوش ضخامت بالا است
معایب
- ساختار دانهای در جوش ممکن است بزرگتر شود و سختی کاهش یابد (چقرمگی کمتر)
- فقط قابلیت استفاده در موقعیتهای خاص (عمودی)
- هزینه راهاندازی بالا
هزینه نسبی
هزینه بسیار بالای تجهیزات ولی برای ضخامتهای زیاد و تولید انبوه اقتصادی میشود.
کاربردها
ساخت پل، سد، برجهای بزرگ، قطعات حجیم فولادی، مخازن عظیم.
کیفیت جوش
کیفیت بسیار مناسب برای ضخامت زیاد، ولی در مقایسه با برخی روشها از نظر تنشهای پس از سرد شدن ممکن است کمبود داشته باشد.
جمع بندی
| روش | سرعت تولید | هزینه تجهیزات | کیفیت جوش | کاربرد ضخامت | قابلیت موقعیتهای مختلف |
|---|---|---|---|---|---|
| SMAW | کم | پایین | متوسط | ضخامت متوسط | بالا (دستی) |
| SAW | زیاد | متوسط تا بالا | بالا | ضخیم | محدود (تخت/افقی) |
| GMAW | زیاد | متوسط | بالا | نازک تا متوسط | متوسط |
| FCAW | زیاد | متوسط | خوب | ضخیم | نسبتا بالا (شرایط سخت) |
| EGW | بسیار زیاد | بالا | خوب | بسیار ضخیم | عمودی |
| ESW | بسیار زیاد | بسیار بالا | خوب برای ضخامت زیاد | بسیار ضخیم | عمدتا عمودی |
مقایسه هزینه
- هزینه سرمایهگذاری اولیه: ESW و EGW > SAW > GMAW/FCAW > SMAW
- هزینه نیروی انسانی: SMAW بالا بهعلت سرعت پایین و نیاز به جوشکار ماهر
- هزینه تولید واحد: برای حجم بالا، SAW/EGW/ESW اقتصادیتر هستند
مقایسه کیفیت جوش
- روشهایی مثل GMAW، SAW کیفیت ظاهری و جوش یکنواخت خوبی دارند
- SMAW کیفیت پایینتر، مخصوصاً اگر جوشکار کمتجربه باشد
- ESW و EGW برای ضخامت زیاد فوقالعادهاند ولی ممکن است مشکلاتی در تافنس (چقرمگی) یا ساختار دانه داشته باشند
نتیجهگیری
انتخاب روش مناسب جوشکاری بستگی به شرایط پروژه دارد: ضخامت قطعه، حجم تولید، شرایط محیطی، بودجه، کیفیت مورد انتظار و موقعیت جوش.
- پروژههای کوچک و تعمیراتی : SMAW گزینهای ساده و ارزان
- تولید صنعتی با سرعت بالا و ضخامت متوسط : GMAW یا FCAW
- سازههای سنگین، مخازن، پلها : SAW، EGW یا ESW
نکات تکمیلی و توصیههای کاربردی
- نکته شرایط محیطی و دستمزد: هزینه به شدت به شرایط محیطی، دستمزد منطقهای، نوع پروژه (تولیدی یا تعمیراتی) و پیچیدگی اتصال بستگی دارد. برای مثال، پروژههای سیار یا در شرایط سخت، اضافه هزینه خواهند داشت.
- نکته تجربه جوشکار: در روشهایی که حساسیت بالایی دارند (مثل GMAW، FCAW) مهارت جوشکار نقش مهمی دارد و ممکن است هزینه نیروی انسانی بیشتر شود.
- نکته آمادهسازی قطعه کار: در روشهایی مثل SAW، عاری بودن سطح فلز از زنگ، روغن، آلودگی ضروری است؛ عدم آمادهسازی ممکن است هزینههای اضافی یا بازکاری ایجاد کند.
- مشاوره و برآورد دقیق پروژه: پیش از انتخاب روش، پیشنهاد میشود یک برآورد دقیق از ضخامت قطعه، دبی تولید، شرایط محیطی، دسترسی، هزینه تجهیزات و نیروی انسانی داشته باشید.
در ادامه یک جدول تخمینی برای هزینههای هر یک از روشهای جوشکاری در ایران برای سال جاری (۱۴۰۴/۱۴۰۵) را مطرح میکنم. لازم است تأکید کنم این اعداد تقریب هستند و برای راهنمایی استفاده میشوند. برای هر پروژه خاص پیشنهاد میشود استعلام دقیق بگیرید. عوامل مؤثر بر قیمت شامل ضخامت قطعه، پیچیدگی کار، موقعیت (فضای باز، ارتفاع، شرایط محیطی)، نرخ دستمزد منطقهای، تجهیزات خاص، نمونه آزمایش و کنترل کیفیت میشوند.
| روش جوشکاری | بازه تقریبی هزینه | توضیح و ملاحظات |
|---|---|---|
| Shielded Metal Arc Welding (SMAW) – دستی با الکترود روکشدار | متری ~ ۷۰,۰۰۰ تا ۲۰۰,۰۰۰ تومان یا ساعتی ~ «۱,۲۰۰,۰۰۰ تا ۲,۵۰۰,۰۰۰ تومان» برای نیروی انسانی و تجهیزات معمول. | تجهیزات سرمایهای پایینتر، نیروی کار بیشتر؛ مناسب پروژههای کوچک و تعمیراتی. |
| Gas Metal Arc Welding (GMAW) – تحت حفاظت گاز با الکترود مصرفی | متری ~ ۹۰,۰۰۰ تا ۲۵۰,۰۰۰ تومان (بر اساس اطلاعی از خدمات تحت گاز CO₂ مشابه) | تجهیزات گاز محافظ و تغذیه سیم نیاز دارد؛ برای تولید خطی مناسبتر است. |
| Flux‑Cored Arc Welding (FCAW) – تحت حفاظت گاز یا بدون آن با الکترود توپودری | متری ~ ۱۰۰,۰۰۰ تا ۲۵۰,۰۰۰ تومان یا بیشتر (بر اساس شرایط پروژه) | تجهیزات و مصرف الکترود توپودری بیشتر؛ شرایط محیطی سختتر را پوشش میدهد؛ برای پروژههای متوسط تا بزرگ. |
| Submerged Arc Welding (SAW) – جوش زیرپودری | هزینه سرمایهای دستگاه چند صد میلیون تومان (مثلاً حدود ۳۰۰-۵۰۰ میلیون تومان برای دستگاه در ایران) + هزینه اجرای کمتر برای واحد تولید بالا. | برای تولید انبوه قطعات ضخیم؛ هزینه اولیه بالا ولی هزینه هر واحد تولید پایینتر میشود. |
| Electro‑Gas Welding (EGW) – جوش گاز الکتریکی | قابل تخمین: بسیار بالا (هزینه سرمایهای بالا، اجرای پروژه بزرگ) | پروژههای ضخامت بسیار زیاد؛ فقط در شرایط ویژه اقتصادی میشود از آن استفاده کرد. |
| Electro‑Slag Welding (ESW) – جوش سربارهالکتریکی | قابل تخمین: هزینه بسیار بالا، ابزار و مراقبت ویژه نیاز دارد | برای ضخامت بسیار زیاد، سازههای عظیم؛ برای پروژههای معمولی اقتصادی نیست. |
نکات مهم در بکارگیری جدول:
- هزینههای «متری» بر اساس طول یا واحد انجام شده است و ممکن است برای ضخامت بالا یا شرایط خاص خیلی بیشتر شود.
- «هزینه سرمایهای دستگاه» یعنی هزینه خرید/راهاندازی تجهیزات، که ممکن است جزئی از کل هزینه پروژه باشد.
- دستمزد نیروی انسانی، آمادهسازی سطح، حمل و نقل، شرایط محیطی (باد، ارتفاع، دمای بالا/پایین)، و تست کیفیت میتوانند هزینه را خیلی افزایش دهند.
- در پروژههای بزرگ (مثلاً SAW، EGW، ESW) هزینه اولیه زیاد است ولی تولید بالا و ضخامت زیاد باعث میشود هزینه هر واحد کاهش یابد.










دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید؟در گفتگو ها شرکت کنید.