جریان متناوب (AC) و مستقیم (DC) در جوشکاری

مقدمه
در جوشکاری قوسی، منبع تغذیه نقش تعیینکنندهای در کیفیت و پایداری قوس دارد.
منابع تغذیه معمولاً به دو نوع تقسیم میشوند:
جریان مستقیم (DC) و جریان متناوب (AC).
درک تفاوت میان این دو نوع جریان، نحوهی استفادهی صحیح از هر کدام و دانستن اینکه قطب مثبت و منفی را چگونه باید متصل کرد، برای هر جوشکار حرفهای ضروری است.
جریان مستقیم (DC) در جوشکاری چیست؟
🔹 تعریف
در جوشکاری DC (Direct Current)، جریان فقط در یک جهت ثابت حرکت میکند — از قطب منفی به قطب مثبت.
به همین دلیل، قوس پایدارتر است و کنترل بهتری روی حوضچه مذاب وجود دارد.
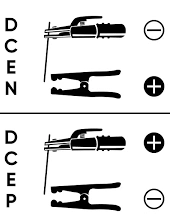
🔹 انواع قطب در DC
جوشکاری DC دو نوع قطب دارد:
- قطب مستقیم (DCEN) یا DC- → الکترود منفی، قطعه کار مثبت
- قطب معکوس (DCEP) یا DC+ → الکترود مثبت، قطعه کار منفی
🔹 نحوه اتصال در DC
| نوع قطب | انبر الکترود به | انبر اتصال (زمین) به | نتیجه |
|---|---|---|---|
| DCEN (قطب مستقیم) | منفی (-) | مثبت (+) | نفوذ زیاد، گرما بیشتر در قطعه کار |
| DCEP (قطب معکوس) | مثبت (+) | منفی (-) | نفوذ کمتر، پخش حرارت بیشتر در الکترود، مناسب برای پوشش بهتر |
🔹 مزایای جوشکاری DC
✅ قوس پایدار و شروع آسان
✅ پاشش جرقه کمتر
✅ کنترل دقیقتر حوضچه مذاب
✅ مناسب برای جوشکاری نازک و موقعیتهای خاص (عمودی، سقفی)
🔹 معایب جوشکاری DC
❌ نیاز به دستگاه رکتیفایر یا اینورتر (گرانتر از ترانس AC)
❌ احتمال قوس مغناطیسی (Arc Blow) در برخی اتصالات
جریان متناوب (AC) در جوشکاری چیست؟
🔹 تعریف
در جوشکاری AC (Alternating Current)، جهت جریان ۵۰ تا ۶۰ بار در ثانیه تغییر میکند (در ایران ۵۰Hz).
یعنی قطب مثبت و منفی بهصورت متناوب عوض میشوند.
🔹 نحوه عملکرد
در هر نیمچرخه، یکبار الکترود مثبت میشود و بار دیگر منفی.
در نتیجه، گرما بین قطعه کار و الکترود تقریباً مساوی تقسیم میشود.
🔹 نحوه اتصال در AC
در جریان متناوب، چون قطب دائماً تغییر میکند، فرقی ندارد کدام انبر به قطعه یا الکترود وصل شود.
🔹 مزایای جوشکاری AC
✅ دستگاه سادهتر و ارزانتر (ترانس جوشکاری AC)
✅ مناسب برای کارهای عمومی و ساختمانی
✅ جلوگیری از پدیده Arc Blow (زیرا میدان مغناطیسی متعادل است)
✅ عملکرد مناسب در جوشکاری آلومینیوم با تمیزکاری سطحی خودکار
🔹 معایب جوشکاری AC
❌ قوس ناپایدارتر نسبت به DC
❌ شروع قوس سختتر
❌ کنترل دشوارتر در موقعیتهای عمودی یا سقفی
تفاوت جریان متناوب و مستقیم در جوشکاری
| ویژگی | جوشکاری DC | جوشکاری AC |
|---|---|---|
| نوع جریان | ثابت و یکنواخت | تغییر جهت ۵۰ بار در ثانیه |
| پایداری قوس | بسیار پایدار | کمتر پایدار |
| شروع قوس | آسانتر | سختتر |
| کنترل حوضچه | دقیقتر | دشوارتر |
| هزینه دستگاه | بالاتر (اینورتر، رکتیفایر) | پایینتر (ترانس ساده) |
| کاربرد | صنعتی و ظریف | عمومی و ساختمانی |
| نفوذ جوش | قابل کنترل با تغییر قطب | متوسط |
| خطر Arc Blow | وجود دارد | ندارد |
کدام بهتر است؟ جریان AC یا DC؟
- برای کارهای دقیق و جوشکاری نازک → DC بهتر است.
- برای کارهای عمومی ساختمانی یا قطعات ضخیم → AC کفایت میکند.
- برای جوشکاری آلومینیوم با دستگاه TIG → از AC مخصوص با بالانس تمیزکاری (AC Balance) استفاده میشود.
🎯 جمعبندی ساده:
اگر به کیفیت و کنترل بالا نیاز دارید → DC انتخاب کنید.
اگر هزینه و سادگی مهمتر است → AC کافی است.
چطور نوع جریان را در دستگاه جوش تنظیم کنیم؟
در دستگاه جوش اینورتری:
- روی صفحهی دستگاه معمولاً کلید AC/DC Selector وجود دارد.
- با انتخاب DC+ یا DC- نوع قطب را مشخص میکنید.
- نمایشگر دیجیتال مقدار آمپر را تنظیم میکند.
🔌 در ترانسهای قدیمی:
- نوع جریان معمولاً فقط AC است.
- برای استفاده از DC باید رکتیفایر (Rectifier) به خروجی اضافه شود تا جریان را مستقیم کند.
نکات حرفهای درباره انتخاب قطب مثبت و منفی
- در جوشکاری با الکترود روکشدار (SMAW):
- الکترود مثبت (DC+) → حرارت بیشتر در الکترود، نفوذ کمتر، مناسب برای ورق نازک.
- الکترود منفی (DC-) → حرارت بیشتر در قطعه، نفوذ بیشتر، مناسب برای ضخامت بالا.
- در جوشکاری آرگون (TIG):
- برای فولادها → DCEN (الکترود منفی)
- برای آلومینیوم → AC (به دلیل خاصیت تمیزکنندگی قوس)
- در جوشکاری MIG/MAG:
- تقریباً همیشه DCEP (الکترود مثبت) استفاده میشود تا نفوذ بهتر و انتقال اسپری پایدار حاصل شود.
نکات ایمنی و عملی در انتخاب جریان
- همیشه از کابل و انبر مناسب با ظرفیت آمپراژ دستگاه استفاده کنید.
- در صورت کار با DC، اتصالات را محکم ببندید تا افت ولتاژ رخ ندهد.
- در محیطهای دارای میدان مغناطیسی قوی، استفاده از AC پایدارتر است.
- اگر قوس ناپایدار یا صدای ترکیدن دارید، قطبها را برعکس امتحان کنید.
جمعبندی نهایی
| نوع جریان | ویژگی اصلی | مزیت | کاربرد |
|---|---|---|---|
| DCEN (الکترود منفی) | نفوذ زیاد | مناسب برای ضخامت بالا | فولادهای کربنی |
| DCEP (الکترود مثبت) | حرارت در الکترود | مناسب برای نازککاری | ورق نازک، تعمیرات |
| AC | تعادل حرارت بین دو قطب | ارزان و عمومی | سازههای فولادی، مصارف ساختمانی |
💡 نتیجه نهایی:
جوشکاری DC کیفیت و کنترل بالاتری دارد، اما AC سادهتر و ارزانتر است.
در پروژههای صنعتی، DC انتخاب حرفهایتر است.
در کارهای عمومی و روزمره، AC کفایت میکند.










دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید؟در گفتگو ها شرکت کنید.